




Cheap PriceList for Extrusion Heater Bands - Resistance Flexible Graphite Ring Rroduct for Aluminium billet casting – ZheLu
Cheap PriceList for Extrusion Heater Bands - Resistance Flexible Graphite Ring Rroduct for Aluminium billet casting – ZheLu Detail:
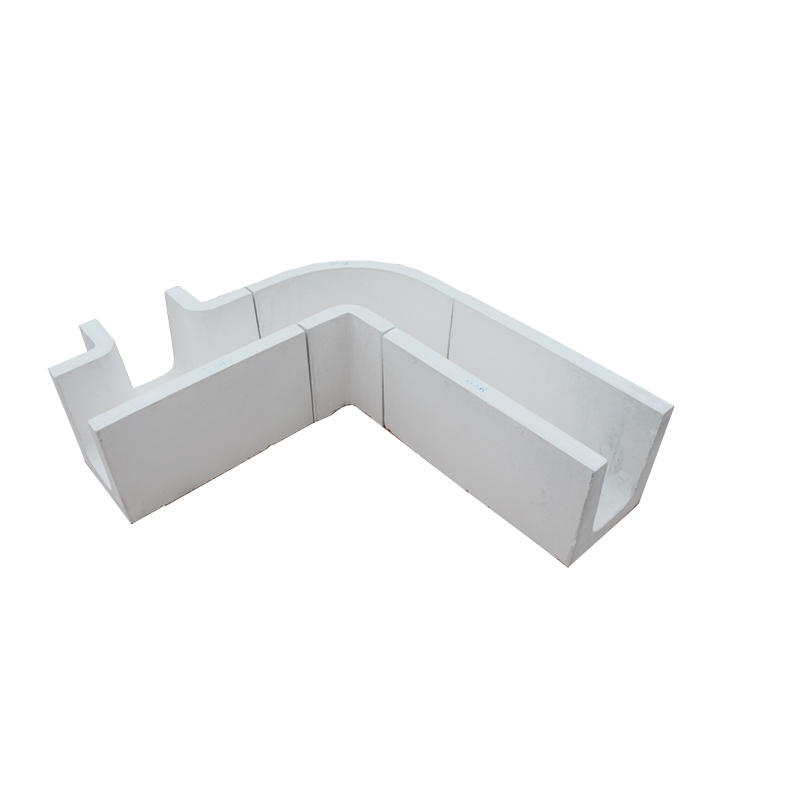
1.Select the hot-top casting equipment platform installation accessories of the corresponding specifications;
2.install the distribution plate, sleeve, adapter plate, distribution groove, and high-purity graphite ring on the upper side of the platform, and install the sleeve, adapter plate, and graphite ring on the mold.
On the inside, ensure clean, no damage and no gaps. It is best to use ceramic fiber paper or ceramic fiber blanket to seal the sides and bottom, which is helpful for thermal insulation.
3.After the overall hot top casting platform is installed, evenly preheat the installed standard equipment platform to 260-350 ℃, by electricity or gas. No open flame should contact the lining body of the product, Otherwise, the crack damage that occurs shall be borne by the user.
4.remove adsorbed crystal water, Make it safe and efficient use
Product detail pictures:
Related Product Guide:
We are professional supplier from China, with specialized experience in aluminum industry for many years. Cheap PriceList for Extrusion Heater Bands - Resistance Flexible Graphite Ring Rroduct for Aluminium billet casting – ZheLu , The product will supply to all over the world, such as: Kuwait, Jordan, India, Aluminum extrusion molding (or aluminum extrusion) is a plastic working method that applies strong pressure to the aluminum billet placed in the mold cavity (or extrusion cylinder), forcing the aluminum billet to produce directional plastic deformation and extrude from the die hole of the extrusion mold, so as to obtain the required cross-sectional shape, size and certain mechanical properties of the parts or semi-finished products.
This manufacturers not only respected our choice and requirements, but also gave us a lot of good suggestions, ultimately, we successfully completed the procurement tasks.
Products categories
-
New Delivery for Who Is Diamond Patch A Mix Of ...
-

China Cheap price Cold Sealing Additive - Magn...
-

Hot New Products Aluminium Door Profile - Alum...
-

factory customized Spacer Bar Cover - High den...
-

factory customized Rectangular Aluminum Extrusi...
-
High Quality Extrusion Die Manufacturer - Laun...